Introduction: Behind the Scenes of EPS Concrete Wall Panel Production
EPS concrete wall panels have become one of the most sought-after building materials in the global construction market. From residential complexes in Southeast Asia to commercial buildings in the Middle East, these panels deliver speed, strength, and sustainability.
But what exactly goes into making an EPS precast wall panel? How does a mixture of cement, sand, water, and tiny foam beads become a structural wall panel capable of withstanding fire for over four hours?
In this article, we take you through the complete manufacturing process—from raw material selection to finished product quality control. Whether you are a contractor, developer, or building material distributor, understanding the production process helps you evaluate quality, negotiate pricing, and select the right supplier.
1. Raw Materials: The Foundation of QualityThe performance of an EPS concrete wall panel depends heavily on the quality of its raw materials. Here is what goes into every panel:
Core Materials:
| Material | Specification | Function | Proportion |
|------------------|-------------------------|----------------------------------|-------------|
| Portland Cement | Grade 42.5 or 52.5 | Primary binder, provides strength| 25-35% |
| EPS Beads | 3-8mm diameter, 12-20 kg/m³ | Lightweight aggregate, insulation| 40-55% |
| Fine Sand | 0-2mm, river sand or manufactured | Fill aggregate, density control | 15-25% |
| Water | Clean, potable | Activates cement hydration | 10-15% |
| Additives | Various | Performance enhancement | 1-3% |
Facing Board Materials:
| Material | Specification | Function |
|----------------------|---------------------|-----------------------------------|
| Calcium Silicate Board | 5-8mm thickness | Structural facing, fire protection|
| Cellulose Fiber | 5-8% of board mass | Reinforcement, crack resistance |
| Mica/Quartz Powder | 10-15% of board mass| Density, surface hardness |
Critical Quality Parameters for EPS Beads:
- Bulk density: 12-20 kg/m³ (lower = better insulation)
- Bead size: 3-8mm (uniform size ensures consistent mix)
- Moisture content: < 2% (excess moisture affects cement bonding)
- Flame retardant grade: Grade B1 or better (self-extinguishing)
The quality of EPS beads directly impacts the panel's thermal conductivity, weight, and fire performance. Premium manufacturers use only flame-retardant, low-density beads with consistent sizing.
2. Production Line OverviewA modern EPS precast wall panel production line consists of the following major stations:
```
Raw Material Storage → Weighing & Batching → Mixing → Panel Forming
↓ ↓
Quality Testing ← Curing ← Demolding ← Edge Trimming ← Vibration/Compaction
↓
Packaging & Shipping
```
Production Capacity Reference:
| Parameter | Small Line | Medium Line | Large Line |
|------------------------|-------------------|-------------------|--------------------|
| Daily Output | 200-500 m² | 500-1,500 m² | 1,500-5,000 m² |
| Workers per Shift | 5-8 | 8-15 | 15-30 |
| Factory Area | 500-800 m² | 1,000-2,000 m² | 2,000-5,000 m² |
| Investment Range | $50K-$150K | $150K-$500K | $500K-$2M+ |
| Panel Sizes | Standard only | Standard + Custom | Full Custom Range |
3. Step-by-Step Manufacturing ProcessStep 1: Raw Material Preparation and Weighing
Precision is critical. Each batch is weighed using automated batching systems:
- Cement: ±1% accuracy
- EPS beads: ±2% accuracy
- Sand: ±2% accuracy
- Water: ±1% accuracy
- Additives: ±0.5% accuracy
The batching system is typically computer-controlled, ensuring consistent mix proportions across every production run. Manual batching introduces variability and is not recommended for commercial production.
Step 2: Mixing Process
The mixing stage is where panel quality is truly determined. The process follows a specific sequence:
1. Dry mixing: Cement and sand are blended for 60-90 seconds
2. Water addition: Clean water is added gradually while mixing continues
3. Additive introduction: Water-reducing agents, accelerators, and bonding agents are added
4. EPS bead addition: Pre-wetted EPS beads are added last to minimize breakage
5. Final mixing: 90-120 seconds of gentle mixing to distribute beads evenly
Critical Parameters:
| Parameter | Target Range | Why It Matters |
|--------------------|--------------------|---------------------------------------|
| Mixing time | 3-5 minutes total | Under-mixing = uneven distribution |
| Water/cement ratio | 0.35-0.45 | Too high = weak panel; too low = poor workability |
| EPS bead integrity | >90% intact | Broken beads reduce insulation value |
| Mix temperature | 15-30°C | Affects setting time and strength |
Step 3: Panel Forming and Casting
The mixed material is transferred to panel molds:
1. Mold preparation: Apply release agent to ensure clean demolding
2. Facing board placement: Calcium silicate boards are positioned at the bottom of the mold
3. Core material pouring: The EPS-cement composite is poured evenly
4. Top facing board placement: The second calcium silicate board is placed on top
5. Vibration/Compaction: The mold vibrates at 50-80 Hz for 15-30 seconds to eliminate air pockets and ensure uniform density
Panel Size Standards:
| Thickness | Width | Max Length | Typical Application |
|-----------|-------|------------|---------------------------|
| 75mm | 610mm | 3,000mm | Interior partition |
| 100mm | 610mm | 3,000mm | Interior/exterior wall |
| 120mm | 610mm | 3,000mm | Exterior wall, fire wall |
| 150mm | 610mm | 3,000mm | High-insulation exterior |
| 200mm | 610mm | 3,000mm | Cold storage, special apps |
Step 4: Curing
Proper curing is essential for achieving target strength:
Initial Curing (In-mold):
- Duration: 12-24 hours
- Temperature: 20-35°C
- Humidity: >80%
- Method: Natural curing or steam-assisted
Post-Demold Curing:
- Duration: 7-28 days before shipment
- Method: Stacked in curing yard with periodic water spraying
- Temperature: Above 5°C (no freezing)
Strength Development:
| Curing Age | Compressive Strength | % of 28-Day Strength |
|-----------|---------------------|----------------------|
| 1 day | 1.0-1.5 MPa | 25-30% |
| 3 days | 2.0-3.0 MPa | 55-65% |
| 7 days | 3.0-4.0 MPa | 75-85% |
| 28 days | 3.5-5.0 MPa | 100% |
Step 5: Demolding and Edge Trimming
After initial curing, panels are carefully removed from molds:
- Hydraulic demolding system for consistent force application
- Edge trimming to ensure dimensional accuracy (±2mm tolerance)
- Surface inspection for defects, cracks, or voids
- Removal of any flash or excess material
Step 6: Quality Inspection and Testing
Every production batch undergoes testing before shipment. See Section 5 for detailed quality control procedures.
4. Key Equipment for EPS Precast Wall Panel Production| Equipment | Function | Price Range (USD) |
|---------------------------|-----------------------------------|---------------------|
| Automatic Batching System | Precise weighing of raw materials | $8,000-$25,000 |
| Forced Action Mixer | Homogeneous mixing of composite | $5,000-$20,000 |
| EPS Bead Pre-expander | Expand raw EPS beads to target density | $10,000-$30,000 |
| Panel Molding Machine | Form panels to specification | $15,000-$80,000 |
| Vibration Table | Compact mix, eliminate voids | $3,000-$10,000 |
| Demolding System | Safe panel removal from molds | $5,000-$15,000 |
| Edge Trimming Saw | Dimensional finishing | $2,000-$8,000 |
| Curing Chamber (optional) | Accelerated curing with steam | $20,000-$60,000 |
| Testing Equipment | Strength, fire, thermal testing | $5,000-$20,000 |
| Conveyor System | Material and panel transport | $5,000-$20,000 |
For startup operations, a basic semi-automatic line with batching system, mixer, molding machine, and basic testing equipment can be set up for approximately $50,000-$100,000.
5. Quality Control: Ensuring Consistent PerformanceQuality control happens at three levels:
Level 1: Incoming Material Inspection
| Material | Test | Frequency | Acceptance Criteria |
|-----------------|---------------------------|------------------|--------------------------|
| Cement | Compressive strength test | Every batch | Grade 42.5/52.5 min |
| EPS Beads | Density, size, moisture | Every delivery | 12-20 kg/m³, <2% moisture|
| Sand | Grading, silt content | Weekly | 0-2mm, <5% silt |
| Facing Board | Thickness, flexural strength | Per lot | 5-8mm, >8 MPa flexural |
| Water | pH, impurities | Monthly | pH 6.5-8.5 |
Level 2: In-Process Control
- Mix proportion verification every 2 hours
- Slump/workability testing
- Panel weight monitoring (±5% of target)
- Dimensional checks (length, width, thickness)
- Visual inspection for surface defects
Level 3: Finished Product Testing
| Test | Standard | Minimum Requirement |
|------------------------|-----------------------|------------------------|
| Compressive Strength | ASTM C165 / EN 1052 | ≥3.5 MPa (28-day) |
| Flexural Strength | ASTM C78 / EN 12089 | ≥4.0 MPa |
| Thermal Conductivity | ASTM C518 / EN 12667 | ≤0.085 W/m·K |
| Fire Resistance | ASTM E119 / EN 13501 | Class A1, 4+ hours |
| Sound Transmission | ASTM C423 / EN ISO 10140 | STC 42+ (100mm) |
| Water Absorption | ASTM C1403 | <8% |
| Impact Resistance | ASTM C1629 | Pass (no penetration) |
| Density | ASTM C567 | 550-700 kg/m³ |
6. Technical Specifications Summary| Specification | 75mm Panel | 100mm Panel | 150mm Panel | 200mm Panel |
|----------------------------|-----------|------------|------------|------------|
| Weight (kg/m²) | 45-50 | 55-60 | 75-85 | 95-110 |
| Thermal Conductivity (W/m·K)| 0.095 | 0.072 | 0.055 | 0.045 |
| Sound Insulation (STC) | 38 | 42 | 48 | 52 |
| Fire Resistance (hours) | 3+ | 4+ | 4+ | 4+ |
| Compressive Strength (MPa) | 3.5-5.0 | 3.5-5.0 | 3.5-5.0 | 3.5-5.0 |
| Water Absorption (%) | <8 | <8 | <8 | <8 |
| Max Length (mm) | 3,000 | 3,000 | 3,000 | 3,000 |
| Panel Width (mm) | 610 | 610 | 610 | 610 |
7. Common Production Defects and Prevention| Defect | Cause | Prevention |
|---------------------|--------------------------------|-----------------------------------|
| EPS bead segregation | Over-mixing or high water content | Reduce mixing time, lower w/c ratio |
| Surface cracks | Rapid drying during curing | Maintain >80% humidity during cure |
| Low strength | Insufficient cement or poor curing | Verify mix proportions, extend cure |
| Uneven thickness | Worn mold or improper vibration | Maintain molds, calibrate vibration |
| Delamination | Poor bond between core and facing | Ensure facing boards are clean and pre-wetted |
| Void/honeycomb | Insufficient vibration | Increase vibration duration |
| Warping | Uneven curing temperature | Ensure uniform temperature in curing area |
Comparison: In-Factory vs On-Site Production| Factor | Factory Precast | On-Site Production |
|--------------------|-------------------------------|----------------------------------|
| Quality Consistency | Excellent (controlled environment) | Variable (weather-dependent) |
| Production Speed | High (automated) | Lower (manual/semi-auto) |
| Labor Requirements | 15-30 workers (large line) | 5-10 workers |
| Initial Investment | $150K-$2M+ | $30K-$80K |
| Panel Customization | Standard sizes + limited custom | Fully customizable |
| Transportation | Needed (adds cost) | Not needed |
| Scalability | High | Limited |
| Best For | Large projects, export markets | Small projects, remote locations |
Conclusion: Quality Manufacturing Drives PerformanceThe performance of an EPS precast wall panel is directly tied to the quality of its manufacturing process. From the selection of raw materials to the precision of mixing, forming, and curing, every step matters.
When evaluating EPS concrete wall panel suppliers, ask about:
- Raw material sourcing and testing procedures
- Production line automation level
- Quality control protocols and testing frequency
- Curing methods and duration
- Certifications and compliance with international standards
A well-manufactured EPS wall panel delivers consistent performance across fire resistance, thermal insulation, structural strength, and durability—making it one of the most reliable building materials available today.
FAQQ: How long does it take to produce an EPS concrete wall panel?
A: From raw material mixing to demolding, approximately 12-24 hours. Full curing to achieve design strength requires 28 days, though panels can be shipped after 7 days with appropriate handling.
Q: What is the minimum investment to start an EPS precast wall panel production line?
A: A basic semi-automatic line capable of producing 200-500 m² per day requires approximately $50,000-$100,000 in equipment, plus factory space of 500-800 m².
Q: Can EPS beads catch fire during the manufacturing process?
A: No. Flame-retardant EPS beads (Grade B1) are self-extinguishing. Additionally, the beads are fully encapsulated in cement during mixing, which eliminates fire risk. The manufacturing process does not involve open flames or high-temperature exposure of raw beads.
Q: What certifications should I look for from an EPS wall panel manufacturer?
A: Look for ISO 9001 (quality management), CE marking (European market), ASTM compliance (US market), and local building code certifications. Fire testing certificates (ASTM E119 or EN 13501-1) are essential.
Q: How does the water-cement ratio affect panel quality?
A: The water-cement ratio is critical. Too high (>0.45) results in weak panels with higher water absorption. Too low (<0.35) leads to poor workability and void formation. The optimal range of 0.35-0.45 balances strength and workability.
Q: Can EPS wall panels be produced with custom dimensions?
A: Yes. Most manufacturers can adjust mold dimensions for custom panel sizes. However, custom sizes typically require minimum order quantities and may have longer lead times.
Q: What is the difference between steam curing and natural curing?
A: Steam curing accelerates strength development, allowing panels to reach 70-80% of 28-day strength in 24-48 hours. Natural curing is slower but requires no additional equipment. For high-volume production, steam curing significantly improves throughput.
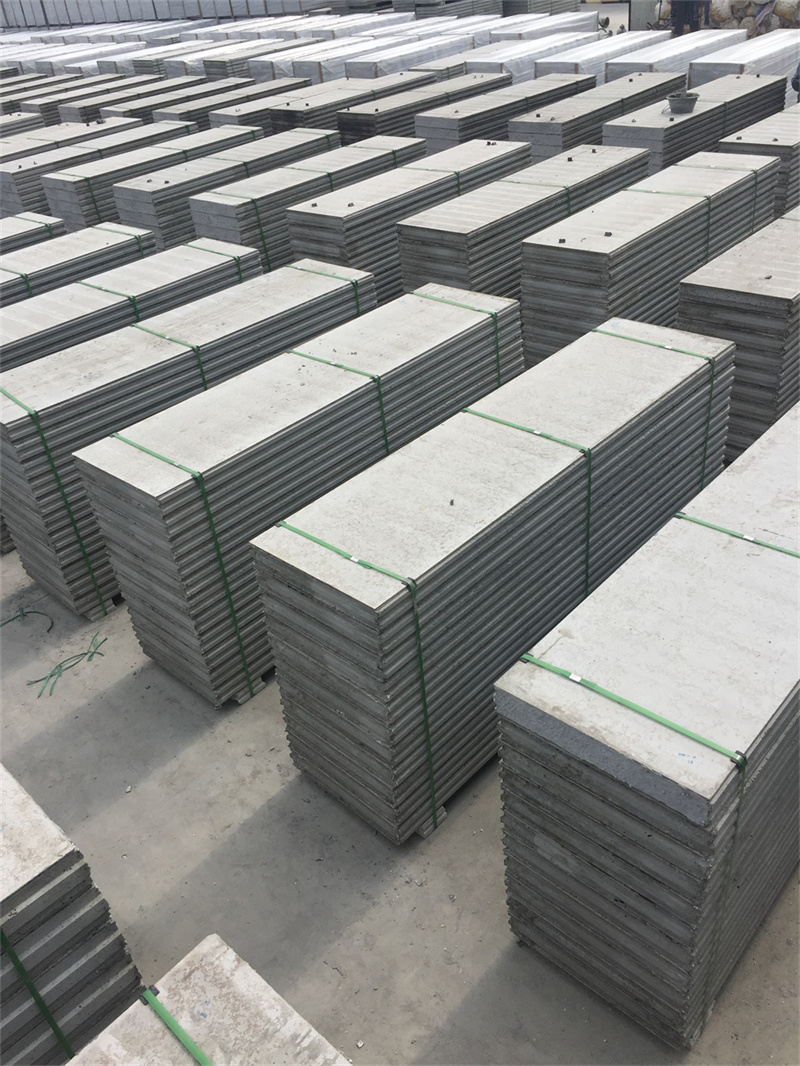
Q: How are EPS wall panels packaged for shipping?
A: Panels are typically stacked on pallets with protective corner pieces and stretch-wrapped. A standard 20-foot container can hold approximately 400-600 m² of 100mm panels, depending on packaging configuration.